Plate Ice Machine Used in Cooling Process for Cream Production
The machine is specifically designed to address the unique cooling and temperature reduction requirements in the cream production and processing workflow.
Typical production capacity reaches up to 12 tons per hour.
The system is engineered to reduce the product temperature from 85°C down to 4°C.
Energy conservation and emission reduction measures: A two-stage cooling process has been implemented in alignment with national energy-saving and emission reduction policies. The stages are the following:
- Stage one – preliminary cooling: Initial temperature reduction is achieved through a closed-loop cooling tower system.
- Stage two – precision cooling with thermal energy storage: A dynamic ice thermal storage system is employed, producing 45 m³ of 0.5°C chilled water per hour. A 40 m³ underground storage tank is used to store ice water generated during off-peak hours, enabling load shifting and significantly reducing energy consumption.

- Independent operation: the machine does not require an additional refrigeration source, reducing both energy consumption and project investment costs.
- Intelligent control: The system automatically adjusts fan operation and cooling water flow based on real-time load fluctuations, maximizing energy efficiency.
- Pure water cooling: Heat exchange between the cream and pure water occurs within a heat exchanger, effectively lowering the temperature while preventing scale formation and ensuring product quality.
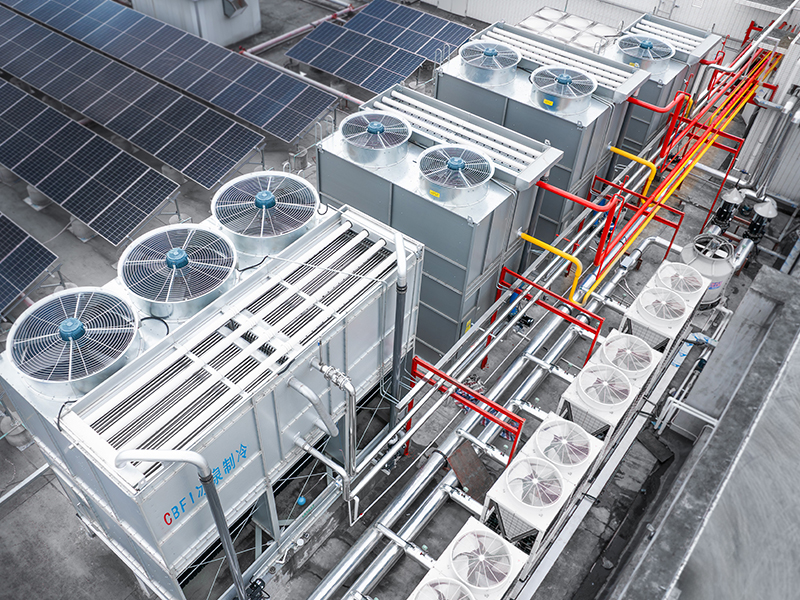
- High-performance closed-circuit cooling tower: The FBH250 model processes 80 m³ per hour and features 304 stainless steel heat exchange tubes for durability and efficiency. The cooling tower includes dual water pumps (one operational, one standby), with adaptive flow adjustment based on inlet and outlet water temperature differentials.
- Low-temperature chilled water: The system produces low-temperature chilled water to ensure precise temperature control throughout the production, storage, and packaging processes. It enables efficient energy use and maintains a hygienic closed-loop cooling environment, ensuring the safety and quality of cream processing.
- High-efficiency, energy-saving design: Capable of reaching temperatures as low as 0.5°C, the system adopts a multi-zone, staged cooling design. This ensures each compressor operates within optimal conditions, enhancing the equipment's COP and significantly reducing energy consumption.
- Dynamic chilled water control: The system automatically adjusts based on production schedules, providing both ice production and chilled water cooling as needed.
- Large-capacity thermal storage tank: Ice is produced and stored at night and used during the day to shift electricity usage away from peak hours, reducing overall operating costs.
- Configuration control and data analysis: With IoT integration, the system enables real-time monitoring of operational status, automated data collection, and analysis to support efficient operations and proactive equipment maintenance.
- Adaptive regulation: The system automatically adjusts the operation of the chillers and cooling water flow based on load variations, maximizing energy savings.
- High-quality piping and safety design: Constructed entirely with 304-grade stainless steel for corrosion resistance and extended service life. Dual water pumps (one active, one standby) ensure continuous and safe operation.

- High-efficiency chiller unit: The chilled water system is composed of three independent chiller units, ensuring long-term efficient and stable operation. The modular setup allows for flexible control and easier maintenance in the future.
- High-performance compressors: Equipped with five Bitzer CSHB58-160 screw compressors, the system produces up to 45 cubic meters of 0.5°C chilled water per hour. The compressor frame is constructed from durable stainless steel to ensure longevity and reliability.
- High-efficiency heat exchange: The system utilizes evaporative condensers, offering superior heat exchange performance and a COP during operation.
- Durable materials and design: Constructed with galvanized seamless steel tubes and galvanized panels, and equipped with an electronic descaling device to minimize scaling on pipes and fill materials. This ensures sustained heat exchange efficiency and extends the service life to over 15 years.

- Hugh-efficiency design: Made entirely of 304 stainless steel, the evaporator features a serpentine coil with a dual-flow channel design, ensuring uniform and efficient heat transfer. It employs a flat liquid film and double-sided ice formation technology to deliver chilled water at 0.5°C.
- Top-inlet, bottom-outlet configuration: This design minimizes refrigerant charge and enables precise control of suction superheat, resulting in high evaporator utilization and excellent heat exchange performance. Additionally, it prevents oil accumulation at the bottom of the evaporator.
Water Storage Tank
Engineered to accommodate load fluctuations during dairy product processing, large-capacity 304 stainless steel thermal storage tank ensures stable outlet water temperature, thereby maintaining consistent cream quality.
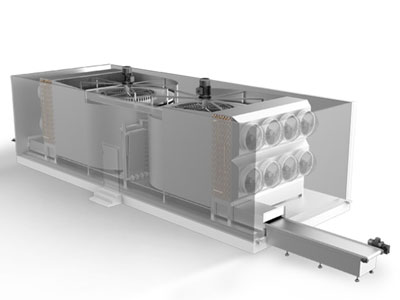
 Plate ice machine
Plate ice machine Plate ice machine
Plate ice machine Chilled water suction side
Chilled water suction side
 Internal structure of the plate Ice machine
Internal structure of the plate Ice machine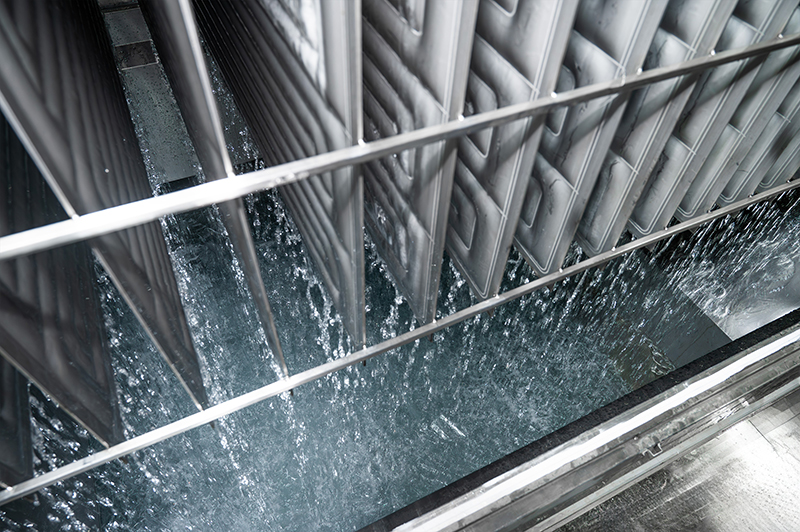 Internal structure of the plate Ice machine
Internal structure of the plate Ice machine
 Ice storage tank
Ice storage tank Ice storage tank
Ice storage tank Ice storage tank
Ice storage tank
Chilled Water Pump
The system features a duty-standby configuration with one primary and one backup supply pump to ensure operational safety and product reliability. The pumps are equipped with variable frequency drives to automatically adjust chilled water flow based on load variations, maintaining consistent cream quality while optimizing energy efficiency.


Plate Heat Exchanger
The system uses a high-efficiency, detachable plate heat exchanger made of 316 stainless steel. It features a compact footprint, excellent heat transfer performance, superior corrosion resistance, and is easy to maintain.
Flow Monitoring System
Utilizing IoT technology, the system enables real-time monitoring and automatic control of water flow. It optimizes energy usage, ensures continuous and stable system operation, and supports remote operation along with data analysis capabilities.